
Why is a Global Shutter USB Camera Important for Industrial Applications?
In industrial applications, precision, accuracy, and reliability are paramount. Cameras are critical tools for machine vision, inspection systems, quality control, and even in automation processes. The global shutter USB camera plays a crucial role in these applications for several reasons:
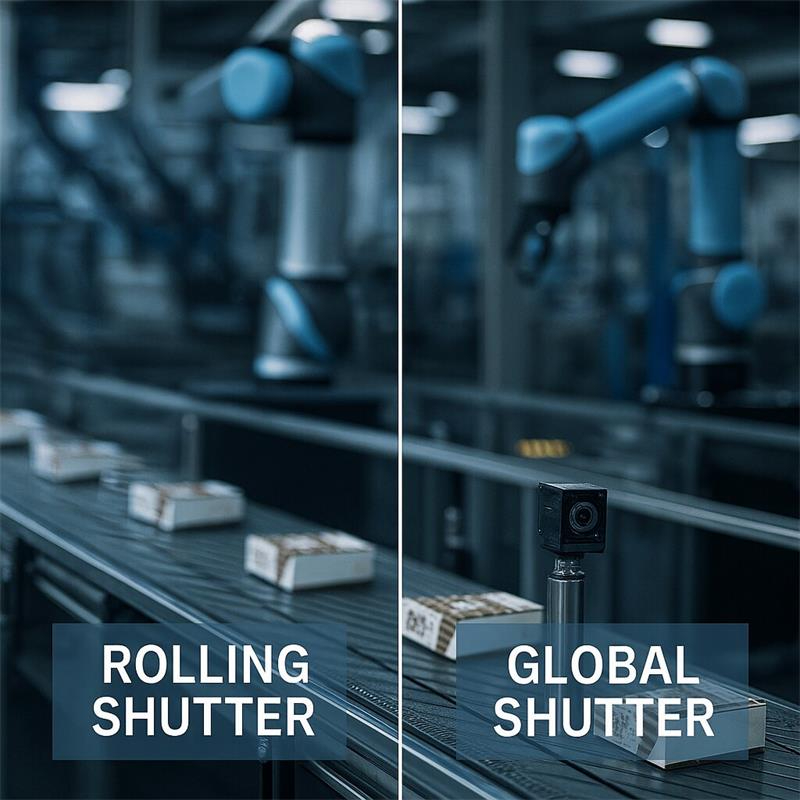
1. Eliminate Motion Blur
Industrial environments often involve fast-moving objects, machinery, or components moving at high speeds. A global shutter captures an entire frame at once (simultaneously), unlike a rolling shutter that scans the image line-by-line. This eliminates the motion blur seen in rolling shutter cameras when there is any rapid movement.
Key Benefits for Industry:
2. Enhanced Image Quality in High-Speed Applications
In industrial machine vision, such as surface inspection, product sorting, or robotic vision, every detail is critical. A rolling shutter may introduce artifacts (distortions in images), especially when the camera moves or captures moving subjects. The global shutter helps capture high-quality images by avoiding such distortions.
Key Benefits for Industry:

3. High Precision and Accuracy in Measurement Systems
Many industrial applications, like 3D scanning, automated quality control, and robotic guidance, require precise measurements. A global shutter provides more accurate timing for frame captures, ensuring that measurements derived from images are not skewed by inconsistencies in image acquisition.
Key Benefits for Industry:
4. Robust Performance in Various Lighting Conditions
Industrial environments are often harsh, with rapid lighting changes, or strong ambient light, affecting the performance of cameras. A global shutter is less susceptible to flicker or inconsistent lighting effects, ensuring consistent image quality.
Key Benefits for Industry:
5. Synchronization with Other Cameras/Equipment
In multi-camera setups used in industrial systems, synchronization is critical for precise and accurate results. Global shutters can synchronize the capture of images across multiple cameras without temporal discrepancies, making it easier to integrate into larger systems.
Key Benefits for Industry:
6. Compatibility with High-Resolution Imaging
As industrial applications demand high-resolution images for precise inspections, global shutter cameras support high frame rates at high resolutions without sacrificing image quality. This allows operators to zoom in or magnify images while maintaining clear and sharp visuals.
Key Benefits for Industry:
7. Essential for 3D Imaging and Depth Sensing
In industrial applications such as 3D inspection, depth sensing, and object tracking, the global shutter camera is essential to avoid distortions that may arise due to rolling shutter artifacts when measuring depth or volume.
Key Benefits for Industry:

How Does a Global Shutter USB Camera Work?
How to Leverage Global Shutter USB Cameras for Industrial Applications:
Conclusion:
Global shutter USB cameras are a game changer for industrial applications, especially where motion blur and image distortions can compromise safety, quality control, or efficiency. By providing accurate, real-time, and high-quality imaging across a range of industrial uses, they help businesses improve their production lines, monitoring systems, and automated equipment. Their ability to integrate easily via USB further ensures that they can scale across industrial environments efficiently and effectively.

Follow Me
Address:3A05 Floor 4, Plant 8, No31 Jiaan Road, 41 District, Xinan Street, Baoan, Shenzhen, China 518101