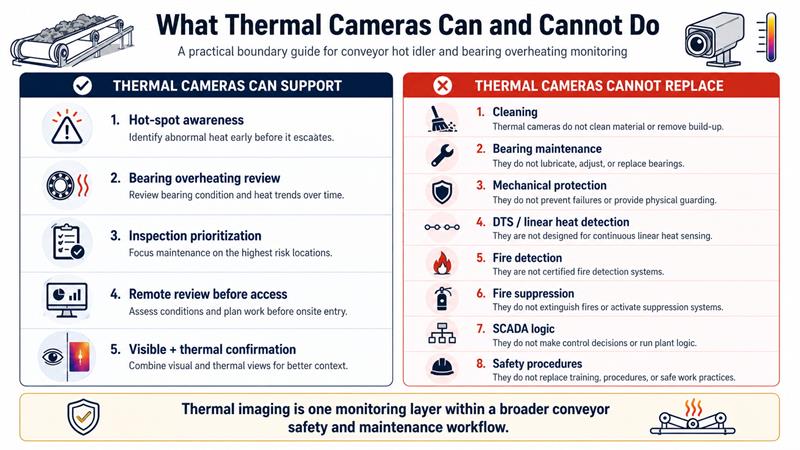
Thermal monitoring for conveyor hot idlers is the use of thermal cameras or temperature-sensing systems to support hot-spot awareness around idlers, rollers, bearings and pulley areas in harsh conveyor environments. Thermal cameras can help identify abnormal heating and prioritize inspection, but they do not replace cleaning, mechanical maintenance, DTS, fire detection, fire suppression, SCADA logic or qualified safety procedures.
Hot idlers, seized rollers and bearing overheating are among the most serious concerns in mining, quarry, cement and bulk-material conveyor environments. In harsh conveyor areas, a small mechanical failure may not stay small for long. A roller can continue running in coal fines, belt fibres, dust or carryback. A bearing may degrade gradually. A pulley area may collect material. Friction heat can develop before the problem is clearly visible from a normal inspection distance.
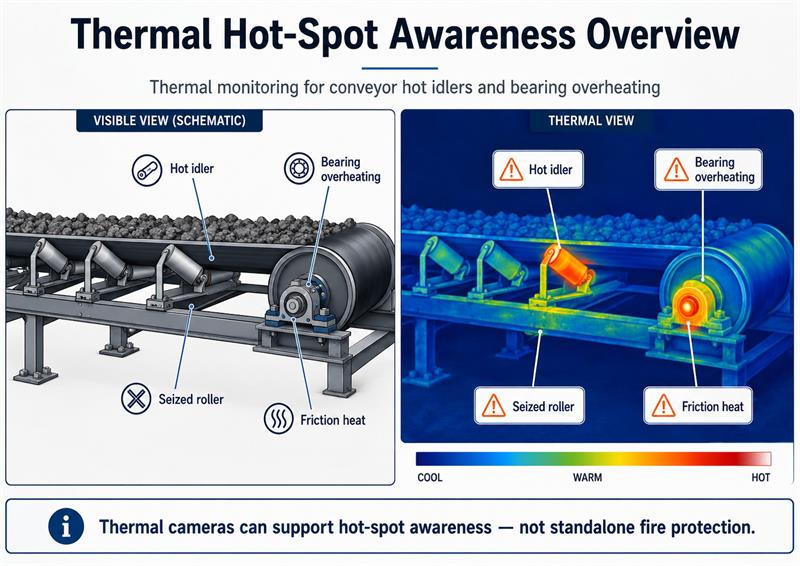
This is why thermal monitoring is increasingly discussed in conveyor safety, maintenance and condition-monitoring conversations. A thermal camera can sometimes help operators or integrators see abnormal heat patterns around idlers, rollers, bearings and pulley areas before smoke, flame or visible damage appears.
But thermal monitoring must be described carefully.
A thermal camera is not a complete conveyor protection system. It is not a replacement for cleaning, inspection, bearing maintenance, mechanical alignment, belt protection devices, distributed temperature sensing, fire detection, fire suppression, SCADA logic or qualified site procedures.
The better question is not:
“Can a thermal camera prevent conveyor fires?”
A more practical question is:
“Can thermal imaging support earlier hot-spot awareness and help maintenance teams decide where to inspect first?”
That is where thermal monitoring can provide real value.
A conveyor idler or roller may look like a small component, but in long belt conveyor systems there may be hundreds or thousands of them. Many operate continuously under heavy load, dust, vibration, moisture, changing material flow and limited inspection access.
When bearings fail or rollers seize, friction heat can develop. In underground coal conveyor roadways, the evidence base is especially strong: the research report identified direct evidence that rollers running in coal-fines accumulations, belt fibres and failed roller bearings are associated with frequent hot spots and underground conveyor fire risk. The same evidence review notes that thermal cameras may help reveal overheated rollers, but should augment condition monitoring and fire systems rather than replace cleaning and inspection.
Common heat-related conveyor risk points include:
For plant operators, the concern is not only the failed component. The concern is what happens if the condition is missed: belt damage, stoppage, emergency response, regulatory concern, asset damage or worker exposure during later inspection and cleanup.
Thermal monitoring is useful when temperature difference is an important clue.
A thermal camera does not need visible light to observe heat patterns. In conveyor monitoring, this can make it useful for viewing temperature abnormality around a bearing, idler, roller or pulley area. It may help show that one roller area is hotter than nearby components or that a specific location deserves inspection priority.
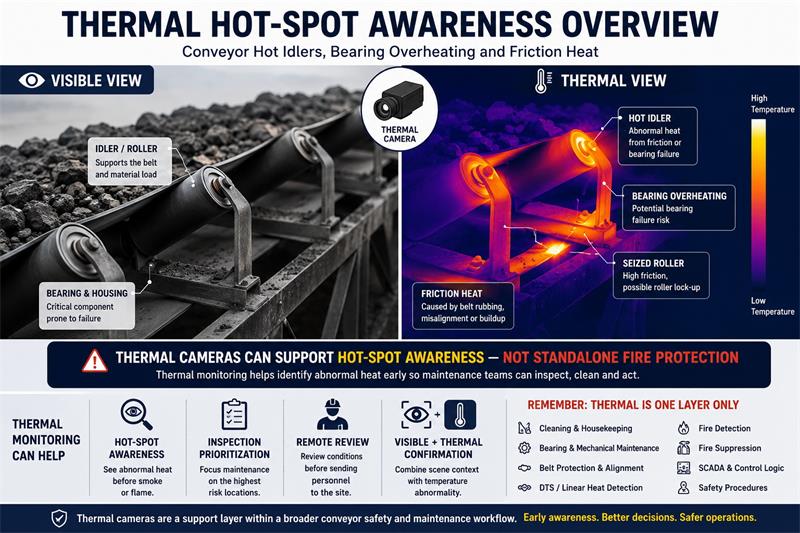
In practical terms, thermal monitoring can support several functions.
Thermal cameras can help visualize abnormal heating around idlers, rollers, bearings and pulley areas. This does not mean the camera “diagnoses” the exact mechanical failure. It means the system may provide earlier awareness that one area is thermally different from its surroundings.
Long conveyor systems are difficult to inspect equally at all points. A thermal view may help maintenance teams decide which location should be checked first, especially when combined with belt walk records, vibration data, temperature sensors or operator observations.
Some conveyor areas are hard to access because of moving equipment, height, dust, weather, underground location or restricted access. Thermal monitoring may help operators review a location before sending personnel to inspect it.
Thermal data is more useful when the operator also understands the scene. A hot spot without context may be difficult to interpret. A dual-spectrum camera head or paired visible camera may help answer two questions at the same time:
This is where dual-spectrum monitoring can have practical value for integrators.
Thermal imaging can be valuable, but it should not be overclaimed.
Not every mechanical failure produces a clear heat signature. Some faults may be intermittent. Some may be hidden by geometry, dust, insulation, belt position, material buildup or field of view limitations. A roller may fail mechanically before a thermal camera has a clear opportunity to see a useful hot spot.
Coal fines, cement dust, aggregate dust, carryback and buildup are not only image-quality problems. They are part of the conveyor risk environment. A thermal camera cannot remove accumulated material, clean a return side, clear a chute or prevent dust from collecting around components.
A thermal camera can help identify a possible hot area, but it cannot repair a bearing, replace an idler, correct belt alignment, improve chute loading, adjust belt tension or fix the root cause of a seized roller.
Thermal cameras can support hot-spot awareness, but they are not the same as certified fire detection or fire suppression systems. Conveyor fire protection often involves site-specific engineering, approved detection devices, suppression design, alarm logic, regulatory requirements and emergency procedures.
Distributed temperature sensing and other linear heat-detection systems are important in some conveyor applications, especially where long routes require continuous temperature monitoring. The evidence review found stronger examples for DTS and linear heat detection than for broad deployment of camera heads across mining conveyors. Goobuy should therefore avoid claiming that thermal cameras are as widely deployed or as functionally equivalent to DTS systems in mines.
A thermal camera can provide a video or image signal. It does not automatically define alarm thresholds, operator response, shutdown logic, maintenance workflow or control-room procedure. Those functions belong to the customer’s host system, PLC/SCADA architecture, safety logic and site operating rules.
A realistic conveyor monitoring workflow may include several layers:
In this structure, thermal cameras are not the whole solution. They are a support layer.
A more accurate role is:
Thermal cameras can help provide hot-spot awareness around selected conveyor risk points, while the customer’s broader system handles maintenance action, alarm logic, fire protection and operational response.
This positioning is especially important for system integrators. Many integrators are not looking for a standalone “camera product.” They are looking for a camera head or module that can be tested inside an existing host system, edge device, control cabinet, industrial PC, NVR, monitor or custom monitoring platform.
Thermal imaging shows heat, but heat alone may not tell the whole story. A visible image shows the scene, but it may not show a developing hot spot. Dual-spectrum monitoring combines both.
For conveyor hot-idler applications, dual-spectrum monitoring may help operators review:
The evidence review includes research prototypes using RGB and infrared cameras on mobile robot platforms to detect overheated idler rollers in underground conveyor conditions, partly because harsh environments can limit safe human inspection time. This supports dual-sensor exploration, but it should be described as research/prototype evidence rather than proof that dual-spectrum systems are already universal conveyor standards.
A safe way to describe the opportunity is:
Dual-spectrum camera heads may help integrators combine scene context and thermal abnormality review, especially during sample-to-pilot validation in harsh conveyor environments.
Thermal monitoring projects should begin with field questions, not only camera specifications.
Where is the camera expected to look?
What condition is the customer trying to review?
Thermal cameras need the right field of view. A camera mounted too far away may not provide useful detail. A camera mounted too close may miss surrounding context. Lens choice, angle, distance and target size matter.
Harsh conveyor environments can include dust, moisture, vibration, washdown, cold, heat, corrosion and lens-window contamination. A thermal module alone is not enough if the housing, window, cable, connector and mounting design cannot survive the site.
Where will the signal go?
Different projects may require different interfaces:
The interface decision should come from the customer’s host system, not from the camera supplier’s preference.
A thermal camera may provide temperature data or thermal video, but the customer must define:
Thermal camera selection should not be finalized only from a datasheet.
A sample-to-pilot validation should test whether the camera can actually support the customer’s field problem. Important validation questions include:
A pilot test should define success carefully. Success may not mean “automatic fire prevention.” It may mean:
This is a more realistic and credible goal.
Goobuy does not need to position itself as a complete conveyor safety system provider. A more accurate role is as a camera-head and module supplier for OEMs, equipment builders and system integrators who already have a host system or monitoring architecture.
For conveyor hot-idler and bearing-overheating projects, Goobuy can support discussions around:
The right positioning is:
Goobuy provides thermal camera modules and dual-spectrum camera heads that can be configured for customer host-system validation in harsh conveyor monitoring projects.
This is different from claiming to provide a complete fire detection system, SCADA system or certified conveyor protection system.
For integrators, a useful thermal camera RFQ should include more than resolution and frame rate.
Thermal monitoring can be useful for conveyor hot-idler and bearing-overheating awareness, especially in harsh mining, quarry, cement and bulk-material environments where access is difficult and failure points may be numerous.
But the value of thermal imaging depends on realistic expectations.
Thermal cameras can help show abnormal heat. They can support inspection priority. They can provide a useful layer of awareness around idlers, rollers, bearings and pulley areas. Dual-spectrum camera heads may add scene context to thermal abnormality review.
They cannot detect every failure. They cannot clean the conveyor. They cannot replace bearing maintenance, mechanical protection, DTS, fire detection, fire suppression, SCADA logic or safety procedures.
For integrators and equipment builders, the best starting point is not only the thermal camera specification.
It is the field question:
Which conveyor risk point needs hot-spot awareness, how will the camera be mounted, and how will the customer’s host system use the information?

Follow Me
Address:A615, 6F, Huachuangda Building, No107 Xinghua 1st Road, 43 District, Xinan street, Baoan, shenzhen, China 518101